

 در قرن نوزدهم ، با توسعه کشتی های بخار و ماشین های ابزار ، کاربرد چرخ دنده ها نیز توسعه یافت. با آغاز قرن بیستم ،خودرو و هواپیما بوجود آمد و دریچه نوینی در صنعت چرخ دنده سازی گشوده شد. مرحله به مرحله ماشین های نوین چرخ دنده سازی تولید شد و سبب ساخت چرخ دنده های مناسب ،با جنس های مختلفی شد. که امروزه این گونه شاهد این پیشرفت صنعتی چرخ دنده ها هستیم. در شکل زیر مشخصات یک چرخ دنده نشان داده شده است.
انواع چرخ دنده ها
در قرن نوزدهم ، با توسعه کشتی های بخار و ماشین های ابزار ، کاربرد چرخ دنده ها نیز توسعه یافت. با آغاز قرن بیستم ،خودرو و هواپیما بوجود آمد و دریچه نوینی در صنعت چرخ دنده سازی گشوده شد. مرحله به مرحله ماشین های نوین چرخ دنده سازی تولید شد و سبب ساخت چرخ دنده های مناسب ،با جنس های مختلفی شد. که امروزه این گونه شاهد این پیشرفت صنعتی چرخ دنده ها هستیم. در شکل زیر مشخصات یک چرخ دنده نشان داده شده است.
انواع چرخ دنده ها دندانه های این چرخ دنده مورب هستند و با محور چرخ دنده در حالت زاویه داری قرار گرفته اند. در هنگام چرخش یکی از چرخ دنده ها ، ابتدا نوک دندانه ها با هم تماس می یابند ، سپس به تدریج دو دندانه با هم درگیر می شوند ،و این درگیری تدریجی باعث کاهش سرو صدا می شود. همچنین مکانیزم چرخ دنده ،نرم کار می کند ، سطح تماس پروفیل دنده ها نیز نسبت به چرخ دنده ساده بیشتر است و انتقال قدرت بزرگی انجام می شود. در شکل زیر نمونه آن را مشاهده می کنید. این گونه چرخ دنده ها در صنعت خودرو سازی کاربرد زیادی دارند.
اطلاعات عمومي در مورد الكتروموتور چرخ دنده های مخروطی
دندانه های این چرخ دنده مورب هستند و با محور چرخ دنده در حالت زاویه داری قرار گرفته اند. در هنگام چرخش یکی از چرخ دنده ها ، ابتدا نوک دندانه ها با هم تماس می یابند ، سپس به تدریج دو دندانه با هم درگیر می شوند ،و این درگیری تدریجی باعث کاهش سرو صدا می شود. همچنین مکانیزم چرخ دنده ،نرم کار می کند ، سطح تماس پروفیل دنده ها نیز نسبت به چرخ دنده ساده بیشتر است و انتقال قدرت بزرگی انجام می شود. در شکل زیر نمونه آن را مشاهده می کنید. این گونه چرخ دنده ها در صنعت خودرو سازی کاربرد زیادی دارند.
اطلاعات عمومي در مورد الكتروموتور چرخ دنده های مخروطی
 انتقال نیرو توسط این نوع از چرخ دنده ها تحت زاویه 900 ، کوچک تر از 900 و یا بزرگ تر از 900 امکان پذیر است ، بنابر این برای انتقال قدرت 0تحت زاویه مورد نظر بهترین چرخ دنده محسوب می شوند. البته در صنعت غالباً با محور های عمود بر هم بکار میروند. دندانه های آنها بر روی مخروط ناقص بصورت ساده یا مارپیچ ساخته می شوند. این چرخ دنده ها در جعبه دنده ها و دیفرانسیل کاربرد زیادی دارند.
انتقال نیرو توسط این نوع از چرخ دنده ها تحت زاویه 900 ، کوچک تر از 900 و یا بزرگ تر از 900 امکان پذیر است ، بنابر این برای انتقال قدرت 0تحت زاویه مورد نظر بهترین چرخ دنده محسوب می شوند. البته در صنعت غالباً با محور های عمود بر هم بکار میروند. دندانه های آنها بر روی مخروط ناقص بصورت ساده یا مارپیچ ساخته می شوند. این چرخ دنده ها در جعبه دنده ها و دیفرانسیل کاربرد زیادی دارند. این چرخ دنده ها در صنعت جایگاه ویژه ایی دارند. اگر بخواهیم تغییر زیادی در سرعت و یا قدرت ایجاد کنیم ،از این منکانیزم بهره می گیریم. بزرگ ترین مزیت جالب این مکانیزم اینست که پیچ حلزون براحتی می تواند چرخ دنده حلزونی را به حرکت دآورد ، در صورتی که چرخ دنده حلزونی نمی تواند ، پیچ حلزون را بچرخاند ،زیرا زوایه دنده های پیچ حلزون به قدری کوچک است که وقتی چرخ دنده حلزون می خواهد آن را بچرخاند ،اصطکاک بسیار زیادی پدید می آید و مانع از حرکت پیچ حلزون می شود. این ویژگی به ما امکان می دهد تا در جاهایی که به قفل خودکار نیاز داریم از این چرخ دنده بهره بگیریم. این چرخ دنده ها در دستگاه هایی همچون بالابر ها و جرثقیل ها کاربرد زیادی دارند. مثلاً در یک بالابر اگر موتور از کار بیافتد ،چرخ دنده ها قفل می شوند و از پایین آمدن بار جلوگیری می کنند. چرخ دنده پیچ حلزون در دیفرانسیل کامیون ها و خودروهای سنگین نیز کاربرد دارد.
اطلاعات عمومي در مورد الكتروموتور مکانیزم چرخ دنده های جناغی
این چرخ دنده ها در صنعت جایگاه ویژه ایی دارند. اگر بخواهیم تغییر زیادی در سرعت و یا قدرت ایجاد کنیم ،از این منکانیزم بهره می گیریم. بزرگ ترین مزیت جالب این مکانیزم اینست که پیچ حلزون براحتی می تواند چرخ دنده حلزونی را به حرکت دآورد ، در صورتی که چرخ دنده حلزونی نمی تواند ، پیچ حلزون را بچرخاند ،زیرا زوایه دنده های پیچ حلزون به قدری کوچک است که وقتی چرخ دنده حلزون می خواهد آن را بچرخاند ،اصطکاک بسیار زیادی پدید می آید و مانع از حرکت پیچ حلزون می شود. این ویژگی به ما امکان می دهد تا در جاهایی که به قفل خودکار نیاز داریم از این چرخ دنده بهره بگیریم. این چرخ دنده ها در دستگاه هایی همچون بالابر ها و جرثقیل ها کاربرد زیادی دارند. مثلاً در یک بالابر اگر موتور از کار بیافتد ،چرخ دنده ها قفل می شوند و از پایین آمدن بار جلوگیری می کنند. چرخ دنده پیچ حلزون در دیفرانسیل کامیون ها و خودروهای سنگین نیز کاربرد دارد.
اطلاعات عمومي در مورد الكتروموتور مکانیزم چرخ دنده های جناغی
 دنده های این نوع از چرخ دنده ها روی محیط استوانه نسبت به هم زاویه کوچک تر از 900 می سازند و بصورت عدد 7 یا 8 ساخته می شوند. این چرخ دنده ها در دستگاه های نورد غلتکی فولاد کاربرد دارند. همچنین دستگاه هایی که تحمل نیروی رانشی محوری را ندارند، از این چرخ دنده ها استفاده می کنند.
دنده های این نوع از چرخ دنده ها روی محیط استوانه نسبت به هم زاویه کوچک تر از 900 می سازند و بصورت عدد 7 یا 8 ساخته می شوند. این چرخ دنده ها در دستگاه های نورد غلتکی فولاد کاربرد دارند. همچنین دستگاه هایی که تحمل نیروی رانشی محوری را ندارند، از این چرخ دنده ها استفاده می کنند. چنان چه در شکل زیر مشاهده می شود دو محور این چرخ دنده ها به همدیگر خیلی نزدیک است. به این چرخ دنده ها ،سیاره ایی نیز می گویند. دندانه های آن ها می تواند هم ساده و هم مارپیچ باشد و در کوپلینگ های انعطاف پذیر (ارتجاعی) کاربرد دارند.
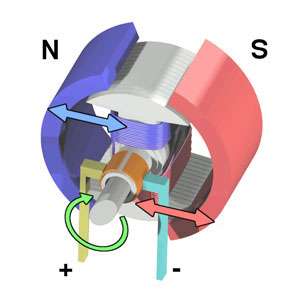
چنان چه در شکل زیر مشاهده می شود دو محور این چرخ دنده ها به همدیگر خیلی نزدیک است. به این چرخ دنده ها ،سیاره ایی نیز می گویند. دندانه های آن ها می تواند هم ساده و هم مارپیچ باشد و در کوپلینگ های انعطاف پذیر (ارتجاعی) کاربرد دارند.نحوه کار یک موتور DC بر این اصل که قطب های هم نام آهنربا یکدیگر را دفع و قطب های غیر هم نام یکدیگر را جذب می کنند استوار است. سیم پیچی که از میان آن جریان الکتریکی عبور می کند، یک قطب مغناطیسی به وجود می آورد که مرکز آن با مرکز سیم پیچ یکی است. با قطع و وصل کردن جریان سیم پیچ قطب مغناطیسی آن نیز می تواند قطع و وصل شود و یا با تغییر جهت جریان؛ قطب مغناطیسی می تواند ۱۸۰ درجه تغییر جهت دهد. یک موتور DC ساده به طور معمول دارای یک سری آهن ربا بر روی استاتور و دو یا چند سری سیم پیچ در روی آرمیچر است که این سیم پیچ ها دور یک قطب آهنی و البته با ایزولاسیون پیچیده شده و انتهای آن به کوموتاتور متصل است.
آرمیچر شامل برینگ هایی است که آن را در وسط موتور و مرکز تولید قدرت موتور نگه می دارد. سیم پیچ های آرمیچر به چرخش خود دور آرمیچر ادامه می دهند و هم از سیم های تکی و یا موازی استفاده می کنند و می توانند چندین دور به دور دندانه های انباره بزنند ( Stack Tooth ).
مقدار جریان عبوری و تعداد دورهای سیم پیچ تعیین کننده ی قدرت میدان مغناطیسی به وجود آمده می باشد. تواتر روشن و خاموش شدن یک سیم پیچ خاص معین کننده این است که یک میدان الکترومغناطیسی موثر به کدام جهت حرکت می کنند. باروشن و خاموش کردن یک سیم پیچ به صورت منظم و پشت سرهم یک میدان دوار ساخته شود. این میدهان مغناطیسی چرخنده بر روی میدان های که در روی استاتور وجود دارد و این میدان ها ممکن است توسط یک آهنربای دائمی و یا سیم پیچ به وجود آید واکنس می دهند و باعث به وجود آمدن نیرویی که آرمیچر را به چرخش در می آورد می شود. موتورهای DC در توان های بالا معمولا توسط تزیق هوا به داخل آنها خنک می شوند.
کوموتاتور به هر یک از سیم پیچ های آرمیچر اجازه می دهد که در نوبت خود فعال شوند. جریانی که سیم پیچ ها را تغذیه میکند به طور معمول توسط دو جاروبک و یا ذغال که با کوموتاتور اتصال لغزشی دارند برقرار می شود.
با پیشرفت تکنولوژی موتورهای DC بدون فرچه و زغال ساخته شده اند که دارای مدارات الکتریکی مرتبط ، جهت روشن و خاموش کردن جریان سیم پیچ آرمیچر هستند. این موتورها فرچه و ذغالی ندارند تا فرسوده شده و یا تولید جرقه کنند. از این الکتروموتورها در مکانهایی که تولید نویز ایجاد مشکلات عدیده ای می کند استفاده می شود ( مانند بیمارستانها و مراکز پردازش داده)
تعداد قطب های استاتور و آرمیچر و چگونگی اتصال سیم پیچ ها به یکدیگر ( سری یا موازی ) فاکتور سرعت / گشتاور این موتور ها را مشخض می کند. سرعت یک موتور DC می تواند با تغییر ولتاژی که به آرمیچر می دهیم تغییر کند. استفاده از مقاومت متغیر در مدار آرمیچر و یا مدار میدان به ما اجازه ی کنترل سرعت را می دهد. موتور های مدرن DC معمولا با مدارات الکترونیکی قدرت کنترل می شوند که این مدارات ولتاژ را با بریدن و تنظیم زمان قطع و وصل تنظیم می کنند که دارای ولتاژ کار پایین تر و موثرتری نیز هستند.
الکتروموتورهای DC سری دارای گشتاور زیاد در سرعت های پایین هستند. از این الکتروموتور ها در کاربردهایی چون لوکوموتیو های برقی و دیزل الکتریکی ، ترامواها و دریل های برقی بزرگ استفاده می شود.
معرفی موتور DC و یک سیستم برق رسانی برای به حرکت درآوردن ماشین آلات باعث به وحود آمدن یک انقلاب صنعتی دیگر در دهه ی ۱۸۷۰ شد. موتورهای DC می توانند به صورت مستقیم به باطری های قابل شارژ کار کنند و این اصل نیروی پیش رانه اولین خودروهای الکتریکی و اتومبیل های مرکب امروزی و حتی دستگاه های بدوم سیم را تامین کرد. امروزه موتورهای DC کوچک هنوز در کاربردهایی چون اسباب بازی ها و پرتاب کننده های دیسک و یا در سایزهای بزرگ برای به کار انداختن غلتک های گردان فلزات در کارخانه های نورد و ماشین های کاغذ بری بزرگ مورد استفاده قرار می گیرند.
اگر توان خارجی به صورت مکانیکی به یک موتور DC داده شود این موتور به عنوان یک ژنراتور DC یا یک دینام کار می کند. از این خصوصیت برای شارژ باتری خودروهای الکتریکی و مرکب (هیبریدی) و قطار های برقی وقتی که اقدام به کاهش سرعت و ترمزگیری می کنند مورد استفاده قرار می گیرد. این پروسه را ترمز احیا کننده می نامند. در لوکوموتیوهای دیزل الکتریک نیز از موتور های DC به عنوان ژنراتور برای ترمزگیری استفاده می کنند که این انرژی در بسته های مقاومتی ( Resistor Stack) تلف می شود. اکنون در طراحی جدید بخشی از این انرژی را در باتری ها ذخیره می کنند.